

Tạo hình kim loại tấm
Quy trình, ứng dụng, đảm bảo chất lượng
Tạo hình kim loại tấm có thể được sử dụng trong các lĩnh vực công nghiệp khác nhau. Người ta sử dụng nhiều quy trình sản xuất được điều khiển bằng máy tính. Các quy trình sản xuất này được điều chỉnh tối ưu với các vật liệu khác nhau, độ dày vật liệu và các yếu tố quan trọng khác.
Tạo hình kim loại tấm: định nghĩa và thông tin chung
Tạo hình kim loại tấm bao gồm các quy trình sản xuất trong đó việc tạo hình được thực hiện mà không làm thay đổi khối lượng, thể tích và thành phần vật liệu. Tuy nhiên, việc tạo hình làm thay đổi bề mặt và tính chất của kim loại được gia công. Tùy thuộc vào cấu trúc mạng tinh thể, điều này có thể dẫn đến sai lệch di cư (dịch chuyển) hoặc sự hình thành song tinh. Các khoảng trống được đưa vào dạng cuối cùng của chúng bằng lực nhắm mục tiêu từ vết cắt kim loại tấm phẳng. Điều này thường dẫn đến biến dạng đàn hồi nhẹ (sự bật lò xo). Quá trình tạo hình kim loại tấm có thể được sử dụng để tạo ra nhiều linh kiện khác nhau. Các linh kiện này có trọng lượng từ vài trăm gram đến vài tấn.


Việc tạo hình thường được thực hiện bằng các máy điều khiển điện tử đặc biệt như máy dập, máy uốn và búa hơi. Theo công cụ tích hợp, nhiều công cụ trong số đó phù hợp với nhiều quy trình sản xuất. Các vật liệu phổ biến nhất được sử dụng trong tạo hình kim loại tấm là thép, đồng, nhôm, hợp kim nhôm và hợp kim đồng (hợp kim gia công). Người ta phân biệt các phương pháp tạo hình dựa trên
- nhiệt độ xảy ra giữa tạo hình nguội, tạo hình nửa nóng và tạo hình nóng
- loại mẫu giữa tạo hình kim loại tấm và tạo hình khối lớn
- loại ứng suất cơ học theo tiêu chuẩn DIN 8582
- tạo hình kéo (chiều dài, chiều sâu, chiều rộng)
- tạo hình áp lực (tạo hình tự do, cán)
- tạo hình nén kéo (dập sâu)
- tạo hình thính giác (dịch chuyển, xoắn)
- Uốn (tạo viền, uốn tự do, uốn xoay)
Ngoài ra, còn có các quy trình đặc biệt để tạo hình kim loại tấm như ép cứng và uốn cong. Để tạo hình kim loại tấm, các tấm phẳng thường được sử dụng, thường được gia công bằng cách tạo hình nguội. Các khoảng trống ba chiều lớn và nặng được biến đổi bằng cách sử dụng quá trình tạo hình lớn. Quá trình tạo hình nguội hoặc nóng được sử dụng trong quá trình này. Các quy trình sản xuất thường được sử dụng cho việc này là uốn, cán, đùn ép và đùn ép áp lực.
Nếu việc tạo hình kim loại tấm được phân loại theo tải trọng trên mẫu thì sẽ có nhiều quy trình hơn. Trong trường hợp tạo hình nén kéo (tiêu chuẩn DIN 8584), tải trọng kéo và áp suất đồng thời được thực hiện với các hướng tác dụng khác nhau. Loại tạo hình quan trọng nhất là dập sâu. Trong quá trình này, các tấm phẳng được dập thành các hình dạng rỗng để tạo ra các thân rỗng như lon, mũ bảo hiểm và các bộ phận cơ thể. Trong trường hợp tạo hình kéo (tiêu chuẩn DIN 8585), các tấm được mở rộng và các vật thể rỗng được mở rộng bởi ứng suất kéo. Uốn (tiêu chuẩn DIN 8586) chủ yếu được thực hiện bằng cách uốn. Uốn xoay sử dụng chuyển động quay của dụng cụ kẹp, còn uốn tự do sử dụng chuyển động thẳng của dụng cụ kẹp. Trong quá trình cán, việc tạo hình kim loại được thực hiện bằng các con lăn quay.


Đối với việc tạo hình cắt (tạo hình chủ yếu nhờ ứng suất cắt theo tiêu chuẩn DIN 8587), công cụ sẽ chuyển động quay hoặc chuyển động thẳng. Tạo hình xoắn được sử dụng để sản xuất cánh quạt và mũi khoan, còn dịch chuyển được sử dụng để sản xuất tay quay. Tạo hình ép (tiêu chuẩn DIN 8583) được thực hiện dưới dạng như cán (sản xuất tấm mỏng và tấm) hoặc tạo hình tự do (rèn dạng tự do). Tùy thuộc vào quá trình tạo hình kim loại tấm được sử dụng, sự thay đổi hình dạng được tạo ra bằng cách di chuyển công cụ chuyên dụng (uốn) hoặc bằng cách tạo ra hình dạng sau này trong công cụ là âm (rèn khuôn, cán).
Tạo hình kim loại tấm là phương pháp lý tưởng cho sản xuất hàng loạt. Tuy nhiên, hình dạng không được trích xuất hoàn toàn chính xác từ khoảng trống. Để có được bộ phận hoàn thiện phù hợp, mẫu phải được xử lý lại chẳng nhạn như bằng cách mài. Hầu hết các quy trình tạo hình kim loại tấm đạt được độ chính xác gia công trong khoảng giữa IT16 và IT12. Các quy trình chính xác thậm chí còn cho phép độ chính xác ở mức IT8 hoặc IT6. Phương pháp có tên flexforming (tạo hình fluid cell) là một phương pháp tạo hình kim loại tấm đặc biệt hiệu quả về chi phí, nhanh chóng và linh hoạt. Do đó, phương pháp này được sử dụng để sản xuất hàng loạt ở quy mô nhỏ và để phát triển các nguyên mẫu. Máy ép fluid cell được sử dụng để sản xuất các linh kiện cho ngành hàng không, ngành công nghiệp ô tô và các nhà cung cấp trong các ngành đó.
Các tấm kim loại được gia công có độ dày từ 0,1 mm đến hơn 16 mm. Máy ép chuyên dụng, thân thiện với người dùng và ít cần bảo trì cho phép kiểm soát áp lực đặc biệt tốt trên các mẫu nhỏ và giảm đáng kể việc hoàn thiện thủ công. Một số máy fluid cell tốc độ cao có khả năng sản xuất tới 120 bộ phận mỗi giờ. Sử dụng flexforming, người ta có thể sản xuất các chi tiết có dạng hình học phức tạp với dung sai thấp và bề mặt hoàn hảo với một khuôn duy nhất.
So với các quy trình cắt, tạo hình kim loại mang lại lợi thế là vật liệu được sử dụng tối ưu: Không còn chất thải kim loại. Ngoài ra, mẫu có lưu lượng hạt phù hợp để sử dụng. Với cùng khối lượng, điều này dẫn đến các bộ phận dập và các linh kiện khác có độ bền và khả năng chịu tải cao. Mặt khác, trong quá trình phay, dòng hạt dễ bị căng thẳng vì quá trình phay tạo ra nhiều rãnh nhỏ trong linh kiện. Các công cụ tạo hình chỉ mang lại lợi nhuận cho việc sản xuất hàng loạt ở quy mô lớn. Phay đã có thể được thực hiện với chi phí thấp cho các bộ phận riêng lẻ và được sản xuất hàng loạt ở quy mô nhỏ.
Các phương pháp tạo hình kim loại tấm cùng ưu điểm và nhược điểm của chúng
Quá trình tạo hình nguội được thực hiện dưới nhiệt độ tái kết tinh. Trong quá trình tạo hình nửa nóng, mẫu tương ứng được gia nhiệt đến nhiệt độ cũng thấp hơn nhiệt độ tái kết tinh (600 đến 950°C). Quá trình tạo hình nóng được thực hiện bằng cách làm nóng vật liệu, để vượt quá nhiệt độ tái kết tinh.
Quá trình tạo hình nguội làm cho vật liệu rắn hơn, cho phép vật liệu được gia công chính xác hơn. Cấu trúc sợi đặc biệt đảm bảo rằng bộ phận hoàn thiện chịu được ứng suất cơ học cao và do đó phù hợp tối ưu để sản xuất các linh kiện liên quan đến độ an toàn trong máy bay và ngành công nghiệp ô tô. Tạo hình nửa nóng kết hợp các ưu điểm của cả hai phương pháp. Nó được sử dụng để sản xuất các bộ phận rèn làm bằng hợp kim thép mà việc tạo hình nguội không phải là một lựa chọn. Các bộ phận rèn có dung sai kích thước thấp, bề mặt vật liệu đồng nhất, chỉ có tỷ lệ nhỏ và đôi khi thậm chí dạng hình học phức tạp hơn.
Tạo hình nóng (rèn nóng) là phương pháp tiêu tốn nhiều năng lượng, phù hợp để tạo hình nhiều loại kim loại khác nhau. Kỹ thuật tạo hình này tạo ra nhiệt độ từ 1100°C (hợp kim thép) đến 1300°C (sắt). Những nhiệt độ này tạo ra bề mặt gồ ghề. Co ngót vật liệu xảy ra sau khi mẫu đã nguội. Mẫu không nhất thiết phải được gia nhiệt để tạo hình nóng. Tùy thuộc vào kim loại, thậm chí nhiệt độ phòng có thể là đủ.
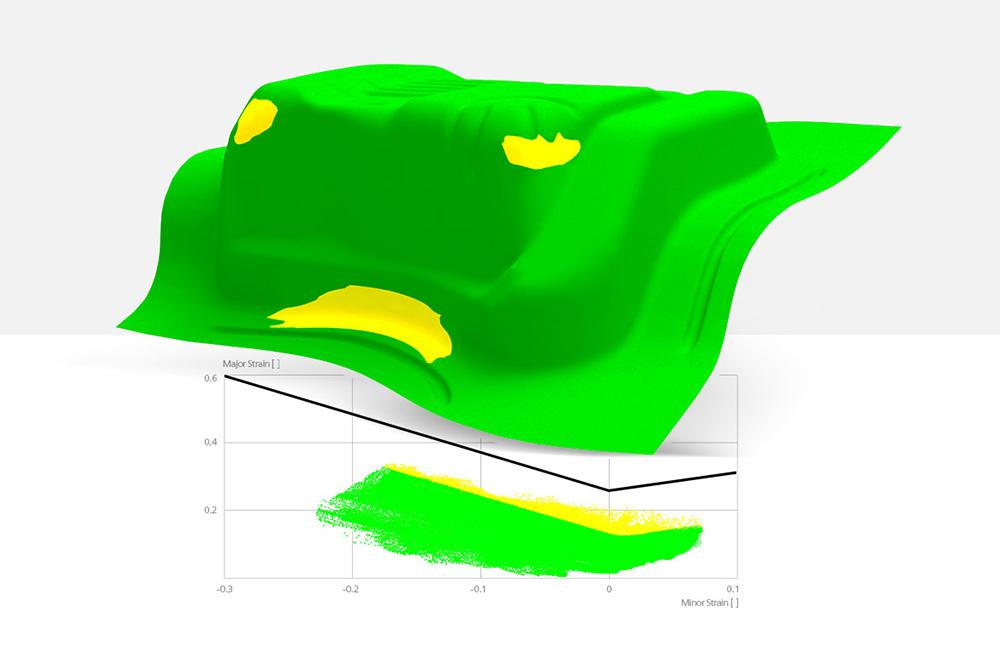
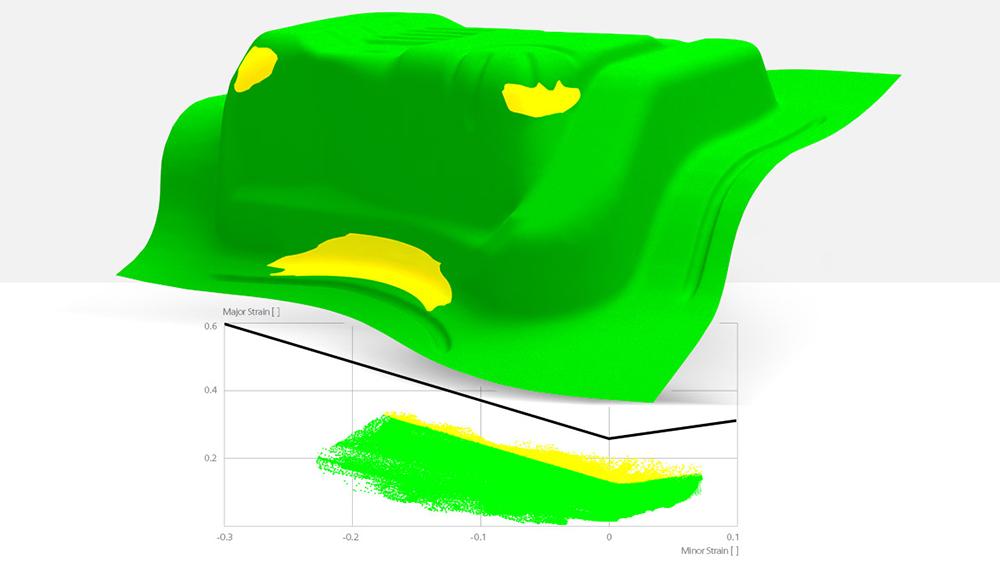
Phần mềm mô phỏng và tạo hình kim loại tấm
Giống như các lĩnh vực nghiên cứu khác, công nghệ tạo hình hiện đại có sử dụng việc mô phỏng. Để làm vậy, người ta dùng các chương trình phần mềm khác nhau. Chúng tái tạo quá trình tạo hình kim loại một cách trực quan, tính toán và trình bày kết quả bằng đồ họa. Nhờ lập kế hoạch quy trình kỹ thuật số tích hợp, các lỗi có thể xảy ra được dự đoán chính xác và các quy trình kỹ thuật và đầu vào vật liệu có thể được cải thiện. Phần mềm mô phỏng kiểm tra quá trình tạo hình kim loại tấm về mặt chất lượng, chức năng, chi phí và thời gian thông lượng và đánh giá kết quả thu được. Người dùng cũng sẽ tìm hiểu cách sửa đổi thiết kế để đáp ứng các yêu cầu về chất lượng.






Những ngành công nghiệp nào sử dụng tạo hình kim loại tấm?
Tạo hình kim loại tấm phù hợp với hầu hết các ngành sản xuất: Ngành ô tô sử dụng nó để sản xuất các bộ phận thân xe nặng như tấm chắn bùn, mui xe và cửa xe. Ngành thực phẩm sử dụng lon được sản xuất với sự trợ giúp của công nghệ tạo hình. Nó cũng có thể được sử dụng để sản xuất các linh kiện như cánh và cánh quạt cho ngành hàng không vũ trụ. Các nhà cung cấp thiết bị gia dụng cũng được hưởng lợi từ các quy trình tạo hình kim loại tấm khác nhau. Họ sử dụng các bộ phận kim loại tấm đã hoàn thiện trong chụp hút mùi khói bếp, bồn rửa và tủ đông. Ngoài ra, tạo hình kim loại tấm được sử dụng trong chế tạo thiết bị, xây dựng nhà máy, công nghệ điện, dược phẩm, y tế, đo lường và điều khiển và nhiều lĩnh vực khác. Công nghệ thông gió, điều hòa không khí và truyền thông cũng sử dụng các phương pháp này.
Những điều cần quan sát khi uốn kim loại tấm
Khi kim loại tấm bị uốn cong, lực được tác dụng tuyến tính một cách đồng đều hoặc có chọn lọc. Mức độ biến dạng phụ thuộc vào mức độ của thời điểm uốn này. Máy dập nổi, máy uốn tròn và phanh ép cho ra các loại uốn khác nhau. Trong phanh ép, công cụ ép xuống tấm kim loại với một lực nhất định. Tại điểm tiếp xúc, một lực mạnh tương đương được tác dụng theo hướng ngược lại. Cặp lực này phải mạnh đến mức tấm kim loại bị thay đổi vĩnh viễn sau đó. Để làm điều này, người sử dụng công nghiệp phải biết một vật liệu kim loại nhất định có thể chịu tải ở mức độ nào và vật liệu đó hoạt động như thế nào khi có lực tác dụng. Đối với biến dạng vĩnh cửu, lực tác dụng phải vượt quá phạm vi biến dạng đàn hồi.
Thành phần vật liệu và độ bền kéo cũng đóng một vai trò. Không được vượt quá độ bền kéo để tránh làm hỏng vật liệu. Để tính toán lực ép cần thiết, phải biết được chiều dài viền. Chiều dài viền tăng tỷ lệ thuận với chiều dài uốn. Ngoài ra, cần biết cả độ dày vật liệu, góc uốn và hướng lăn. Độ dày vật liệu lớn hơn thường yêu cầu bán kính uốn lớn hơn. Nếu công cụ không đạt đến bán kính uốn tối thiểu thì mẫu có thể bị vỡ, mặt ngoài của mẫu có thể bị nứt, còn bên trong mẫu thì xuất hiện nếp nhăn.







